

In the landscape of Nigerian agro-processing, value addition is the ultimate driver of agricultural profitability. Among the various processing technologies available to local fabrication engineers and agro-processors, the hammer mill stands out as the absolute workhorse of the food engineering sector. Whether crushing dried corn kernels into fine maize flour or reducing high-quality cassava chips into flour, industrial hammer mills provide the mechanical impact necessary to meet both local market demands and industrial standards.
However, processing grains like corn and tubers like cassava requires completely different mechanical adjustments, moisture considerations, and screen configurations. Operating a mill without understanding these distinct processing variables leads to rapid screen blinding, high thermal degradation of the starch, or premature hammer wear. This comprehensive engineering guide breaks down the precise mechanics of hammer mill processing for both corn and cassava flour production.
For commercial agro-processors running high-capacity milling centers across Nigeria, selecting the right equipment parameters determines the difference between a high-yield operation and a business plagued by frequent mill breakdowns. Achieving the strict quality standards demanded by industrial buyers of High-Quality Cassava Flour (HQCF) and premium maize meal requires deep technical precision. This article details the exact structural physics, mechanical tuning profiles, and material science rules necessary to maximize your daily milling output and eliminate operational downtime.

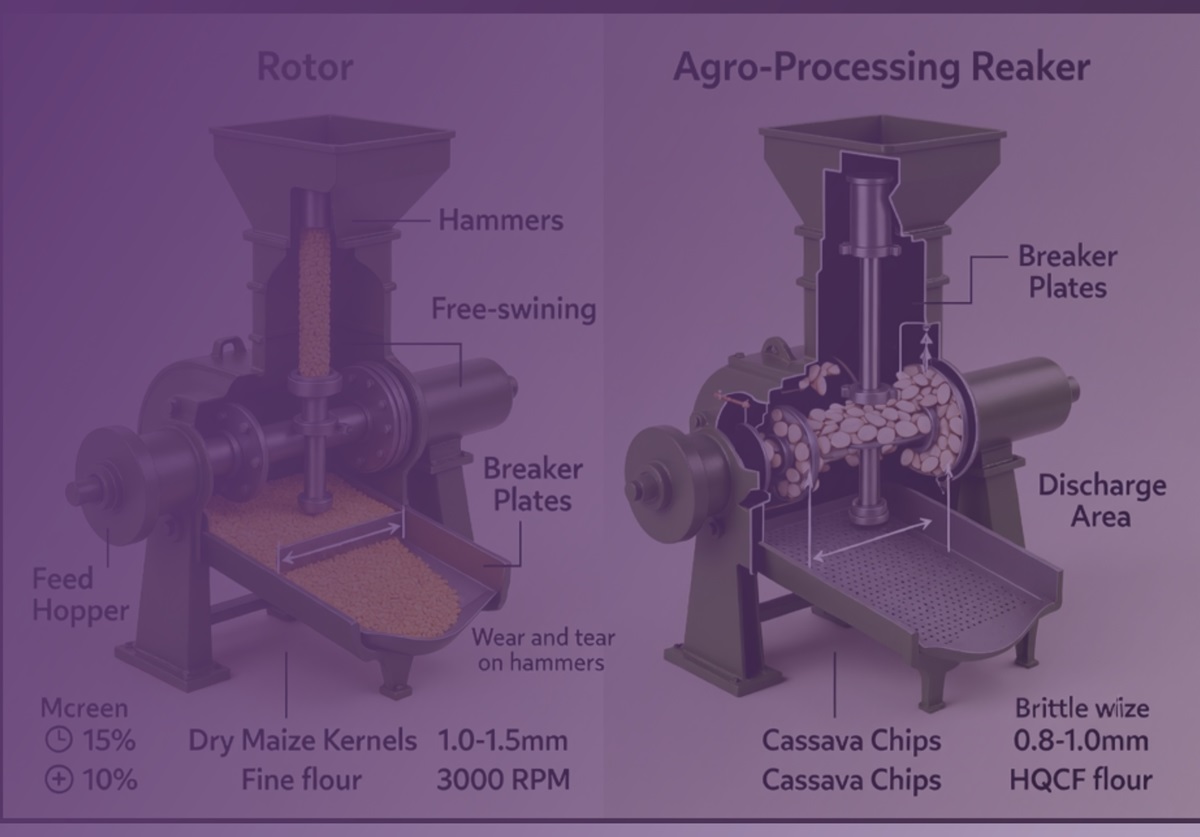
Figure 1: Internal cross-section of a commercial hammer mill assembly showing swing hammers and sizing screens.
1. Core Kinematics: Impact Velocity vs. Shear Force
The fundamental operation of a hammer mill relies on shattering material via kinetic energy transfer rather than compressing or shearing it. Dynamic steel hammers attached to a high-speed central rotor spin within an enclosed chamber. As material enters the feed hopper, it is struck directly by the leading edge of the rotating hammers.
The kinetic energy delivered per strike is proportional to the square of the rotor velocity. For hard, low-moisture grains like maize, this high-velocity impact causes immediate brittle fracture along natural crystal boundaries within the endosperm. For fibrous materials like dried cassava chips, the mechanical response requires a blend of impact and localized tearing forces against the internal breaker plates to achieve clean particle reduction.
When the hammer strikes an incoming particle, the intense deceleration forces exceed the internal structural strength of the material, causing it to shatter instantly. Once the initial breakdown occurs, the smaller fragments bounce off the jagged interior breaker plates back into the path of the oncoming hammers. This continuous cycle of impact and collision rapidly reduces the material down to a particle size capable of passing through the calibrated discharge screen holes.
2. Corn Flour Processing: Starch Fracturing & Moisture Windows
Maize kernels have a dense, crystalline structure containing tightly packed starch granules within a protein matrix. To grind corn effectively without transforming the flour into an unusable paste, the moisture content must be carefully regulated before milling. The optimal target moisture window for milling dried corn is between 12% and 14%.
If the moisture drops below 10%, the pericarp becomes excessively brittle, resulting in fine bran contamination that degrades flour purity. Conversely, if moisture exceeds 15%, the internal starch turns elastic. Instead of shattering upon impact, the kernel absorbs the energy, causing the screen perforations to glaze over with damp paste a failure mode known as screen blinding.

Figure 2: Comparative mechanical diagram illustrating unhindered particle flow versus screen blinding due to excess moisture.
To achieve the fine texture required for local dishes like tuwo or industrial baking flours, engineers utilize a high rotor speed configuration (typically 2,800 to 3,600 RPM) paired with a precise 1.0 mm to 1.5 mm stainless steel screen. This high-velocity configuration maximizes the number of impacts per second, ensuring the endosperm is completely pulverized while keeping temperature spikes below 45°C to avoid thermal gelatinization of the starch.
Operating outside this RPM threshold causes immediate processing issues. Lower rotational speeds fail to break the durable outer horn_endosperm layer of the corn kernel cleanly, producing a gritty, uneven meal that fails industrial specifications. Additionally, running at low velocities causes grain to pile up within the grinding chamber, putting immense strain on the electric induction motor and accelerating wear on the drive belts.
3. Cassava Flour Production: Fiber Management & Screen Selection
Processing dried cassava chips into High-Quality Cassava Flour (HQCF) introduces a completely different structural challenge: highly resilient lignocellulosic fibers. Dried cassava contains long fiber strands that run throughout the root parenchyma. If these fibers are not cut cleanly, they wrap around the rotor shaft or clog the mill chamber.
The moisture threshold for cassava chips must be maintained strictly below 12% to guarantee a crisp, clean break. To handle the fibrous nature of the crop, processing plants utilize a step-down screening strategy. Passing raw cassava chips directly through a fine screen causes immediate frictional heat buildup, which scorches the flour.
Instead, a dual-stage milling setup is ideal. The primary pass uses a coarse 3.0 mm to 4.0 mm screen to break down the chips into a coarse meal, simultaneously stripping away the unground woody fibers. The second pass uses a fine 0.8 mm to 1.0 mm screen running at a lower tip speed to finalize the flour uniformity without degrading the delicate starch structures.
This two-stage pulverization method prevents the mill's interior from overheating. If a mill operator attempts to force large, dry cassava pieces through a 1.0 mm screen in a single pass, the retention time inside the chamber surges exponentially. The resulting friction cooks the starch granules inside the machine, degrading the viscosity and binding capacity of the final flour product, rendering it useless for commercial bakers.
4. Technical Milling Matrix: Corn vs. Cassava
This matrix provides a direct blueprint for balancing your mill's configuration based on the input material:
| Operational Parameter | Corn/Maize Flour | Cassava Flour (HQCF) |
|---|---|---|
| Optimal Input Moisture | 12% – 14% | 10% – 12% max |
| Rotor Velocity Target | High (3,000+ RPM) | Moderate (2,200 – 2,600 RPM) |
| Primary Screen Size | 1.0 mm – 1.5 mm | Dual-stage (4.0 mm down to 0.8 mm) |
| Primary Wear Pattern | Hammer face abrasion | Screen perforation clogging (blinding) |
5. Optimizing Mill Efficiency with Air-Assist Pneumatic Systems
One of the most overlooked design elements in local food engineering layout planning is the incorporation of an air-assist pneumatic system. A hammer mill operating entirely on mechanical force without a suction fan encounters a natural bottleneck: air stagnation. As the high-speed rotor spins, it acts like a weak fan, creating high air pressure inside the chamber that actually resists incoming material and traps fine flour particles.
By installing a pneumatic air-assist fan and cyclone collector, processors can draw air directly through the screen perforations. This negative pressure pulls properly sized corn and cassava flour out of the grinding chamber the precise millisecond they match the screen size. Implementing a strong air-assist setup can boost overall milling throughput by up to 30%, while dramatically lowering internal operating temperatures and completely preventing screen blinding.
6. Preventative Maintenance and Hardware Longevity
Extending the active operational life of an industrial hammer mill requires rigid maintenance schedules. Because the machine operates via high-velocity impacts, loose hardware can trigger sudden mechanical failures. Technicians must inspect the hammer pin locking clips and rotor assembly bolts before every production shift.
Hammers must be rotated systematically to ensure uniform wear across the leading strike edges. When the leading face of a swing hammer rounds off, its crushing efficiency plummets by more than 40%, forcing the machine to draw higher electrical current to process the same volume of material. If you notice a sudden jump in motor power consumption, it is a primary indicator that the hammer faces have worn down past their peak performance threshold and require manual reversal or total replacement.
By establishing strict diagnostic control over these processing mechanics, local operators can prevent unnecessary plant downtime and significantly extend the operating lifespan of their milling machinery. Tailoring impact velocity and screen sizing to the unique physical properties of corn and cassava remains a cornerstone of efficient, high-yield West African agricultural industrialization.



Comments (0)
No comments yet. Be the first!
Please login to leave a comment
Login to Comment